


Wir erklären, wie die LEWA Attendorn ein flexibles Fertigungskonzept, welches bei Abrufschwankungen oder Produktende gemäß dem ReUse-Prinzip zukünftige Erweiterungen und Integrationen anderer Produkte gewährleistet, entwickelt hat.
Die Kundenanforderung:
Konzeptionierung eines Produktionssystems für das MIG Schweißen einer Sitzbaugruppe, bestehend aus Rückenlehne (60% und 40%) sowie Sitzbank. Das Ziel ist 30.000 Einheiten pro Jahr in maximal 616 Sekunden pro Sitzbaugruppe. Die Bedienung des Produktionssystems soll durch einen Bediener erfolgen. In der Folge entwickelten wir ein flexibles Fertigungskonzept, welches bei Abrufschwankungen oder Produktende gemäß dem ReUse-Prinzip zukünftige Erweiterungen und Integrationen anderer Produkte gewährleistet
Applikationsprozesse:
Die gesamte Schweißnahtlänge der Baugruppen beträgt 8223mm und verteilt sich auf drei Baugruppen
Sitzstruktur = 2970mm bei 97 Schweißnähten
Lehne LH 60 = 3189 mm bei 92 Schweißnähten
Lehne RH 40 = 2064 mm bei 49 Schweißnähten
-
- Aufgrund großer Unterschiede in der Materialstärke resultieren komplexe und diffizile Schweißaufgaben, u.a. Dünnblechschweißen, Durchschweißungen und Rundschweißnähte
- Hohe Anforderungen an die Geometrie infolge geringer Fertigungstoleranzen

Unsere Lösung:
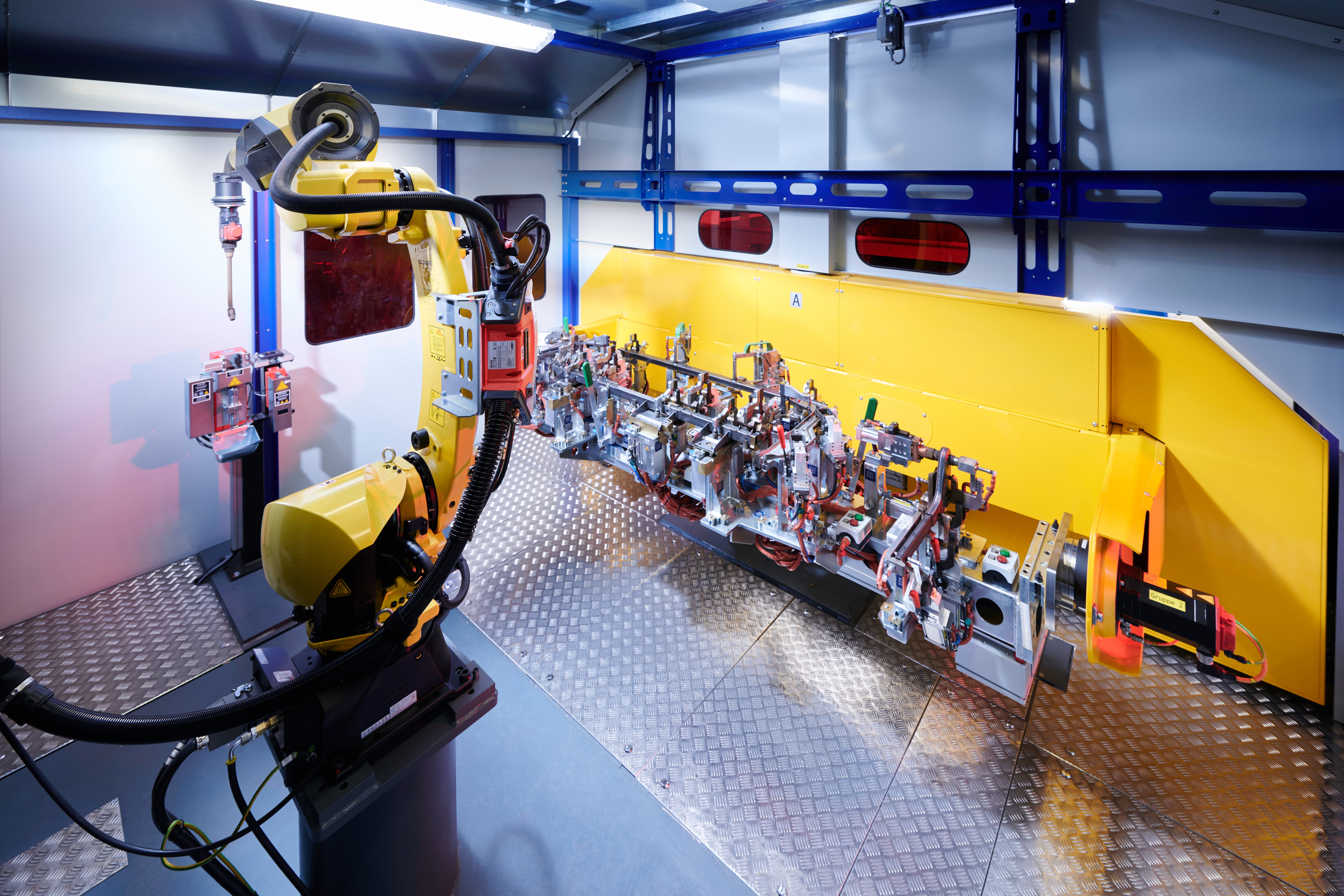
PMC-/CMT-Schweißen in Hochgeschwindigkeit:
- Zwei LEWA SpeedCells ARC 2.0 in der neusten Generation
- LEWA SpeedFrame mit 2.500 mm Spitzenweite für Schweißwerkzeuge bis 750 kg Gewicht pro Drehtischseite Wendezeit (180°) < 3.0 sec
- Hochpräzise Werkzeugtechnik mit Einstellmöglichkeiten in Fahrzeug RPS von +/- 5mm, um auf Schweißverzug und Geometrie-Einstellungen reagieren zu können
- Eine gezielte Aufteilung der Baugruppen und Unterbaugruppen innerhalb der Werkzeugtechnik, um die Werker-Bedienbarkeit und Zugänglichkeit der Schweißbrenner zu gewährleisten
- Realisierung von Einzelnestfertigung für mögliche Ersatzteilbedarfe
- Standardausführung für ein flexibles Fertigungskonzept – Erweiterbare Programmstrukturen sowie die LEWA-Schnellwechselleisten, ermöglichen kurze Rüstzeiten für Derivat und Varianten und schaffen Flexibilität in der Produktionsplanung
- Modularer LEWA SpeedCell Aufbau – Ermöglicht Erweiterungen und Anpassungen für zukünftige Produktlebenszyklen
Der Kundenmehrwert:
Lösung aus einer Hand:Konzeptentwicklung, Anlagen und Werkzeugengineering, Fertigung, Montage, Programmierung, Inbetriebnahme, Qualitätsherstellung – in weniger als 25 Wochen.
- Die geforderte Maschinentaktzeit von 616 Sekunden wurde um 12% pro Sitzmontage bei gleichzeitiger Bedienung durch einen Mitarbeiter erreicht und übertroffen.
- Anlaufunterstützung für die Serienproduktion
Sie möchten mehr über die LEWA Attendorn erfahren? – Gerne!
Vereinbaren Sie unverbindlich einen Ersttermin und treten Sie mit uns in Kontakt.
