


Widerstandsbuckelschweißen ist ein Fügeverfahren, das in der Industrie größtenteils beim Aufschweißen von Muttern bei Blechen im Karosserie- und Fahrzeugbau Anwendung findet. Dabei setzt man seit jeher auf die altbewährte Methode, fest montierte Buckelschweißmaschinen in eine automatisierte Fertigungslinie zu integrieren.
Wir erklären, wie unser Team es geschafft hat, diesen Prozess effizienter und nachhaltiger zu gestalten, dabei Grenzen zu überwinden und revolutionäres in die Fertigungsanlagen von Morgen zu montieren.
Widerstandsbuckelschweißen – man nennt es auch einfach Buckelschweißen – zählt genau wie das Punktschweißen zu den Widerstandsschweißverfahren. Dabei unterscheidet sich das Buckelschweißen jedoch vom Punktschweißen insofern, als dass auf einem der beiden Werkstücke, die verschweißt werden sollen, einer oder mehrere sogenannte Schweißbuckel aufgetragen werden. Durch diese Buckel fließt beim eigentlichen Schweißprozess der Schweißstrom, der aufgrund des vorherrschenden, elektrischen Widerstands große Hitze erzeugt und die beiden Werkstücke miteinander verschweißt.
Anders als beim Punktschweißen, wo die Elektroden und deren Form den Durchfluss von Strom und seine Konzentration vorgeben, übernehmen beim Buckelschweißen die Schweißbuckel diese Aufgabe. Die Buckel, die unterschiedlich geformt und dimensioniert sein können (als Buckel, Ringe, Warzen, Kanten, etc.), geben mit ihrer Bauteilgeometrie den Widerstand und somit auch die Schweißenergie vor.
Im Moment der Stromzufuhr über die Kupferelektroden erreicht der Wärmeeintrag sein Maximum. Dabei wird die Fläche zu den Buckeln am Übergang ebenfalls erhitzt. So erschmelzen die Schweißbuckel, härten aus und es entsteht eine Schweißverbindung zwischen den Bauteilen.
Beeinflusst wird der Arbeitsprozess dabei vom Buckelquerschnitt, welcher die Schweißparameter bestimmt, dieser wiederum die Größe und Qualität der Verbindung bestimmt. Die Schweißparameter umfassen beispielsweise den Schweißstrom, die Schweißstromzeit, Elektrodenkraft und die Buckelgeometrie.
Welche Vorteile bietet das Buckelschweißen?
Gegenüber anderen Schweiß- und Fügeverfahren bietet Buckelschweißen spezifische Vorteile. Die wichtigsten darunter sind:
- Geringerer Verschleiß der Elektroden (abhängig von der Buckelform)
- Mehrere Buckel bzw. Schweißpunkte können gleichzeitig verschweißt werden
- Gut automatisierbar
Wie kommt das Buckelschweißen im Automobilbau zum Einsatz?
In der Praxis verwendet man das Buckelschweißverfahren hauptsächlich beim Fügen von Muttern auf Bleche im Karosserie- und Fahrzeugbau, von wo es auch nicht mehr wegzudenken ist. Die Tatsache, dass in einem Arbeitsgang mehrere Positionen von Muttern erkannt und verschweißt werden können, macht den Prozess hochautomatisierbar. Dementsprechend häufig ist die Kombination aus Roboter und Buckelschweißmaschine in automatisierten Fertigungsstraßen rund um den Globus zu finden.
Dabei integriert man zumeist eine Buckelschweißmaschine in eine Roboterschweißanlage. Bauteilspezifische Robotergreifarme entnehmen das Bauteil aus der Spannposition der Vorrichtung und führen das Werkstück zur fest montierten Buckelschweißmaschine, wo der eigentliche Schweißprozess stattfindet. Anschließend wird das verschweißte Bauteil automatisiert oder per Hand weitergeführt und -verarbeitet.
Wie LEWA Attendorn das Buckelschweißen revolutioniert hat
Hier bei LEWA Attendorn war man mit dem gängigen Ablauf dieses Prozesses nicht zufrieden. Die Bauteile aus ihrer sicheren Spannposition innerhalb der Vorrichtung zu entnehmen und anschließend mittels leichterer Spannung des Greifarmes an der Buckelschweißmaschine weiterzuverarbeiten – das funktioniert zwar und ist seit vielen Jahren Gang und Gäbe, allerdings bietet sich hier massives Potenzial hinsichtlich der Effizienz und Wirtschaftlichkeit.
Unsere Lösung: In Eigenentwicklung konzipierte und baute LEWA Attendorn eine servomotorische C-Roboter-Buckelschweißzange, die SpeedGun Fastener. Statt einfach nur zu warten, setzt sich der SpeedGun Fastener selbst in Bewegung: Die C-Buckelschweißzange, die als externe siebte Achse mit dem programmierten Roboter verbunden ist, fährt zum Bauteil und verarbeitet dieses aus der sicheren Spannposition innerhalb der Vorrichtung – eine kleine Revolution.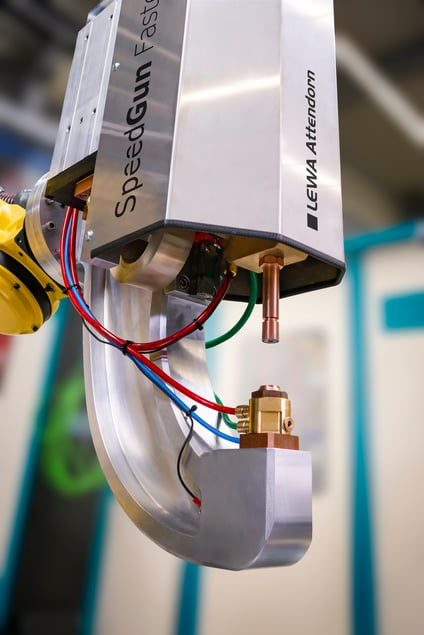
Die C-Zange nennt man für gewöhnlich wegen ihrer markanten Form so. Das C kann jedoch auch für capability stehen, also für Fähigkeit oder Potenzial – und genau dieses Potenzial wollten wir mit dem SpeedGun Fastener auch ausreizen. Unsere Lösung besitzt die Fähigkeit, den Schweißstrom sekundenschnell konduktiv zuzuführen; die speziell programmierte Antriebstechnik verhindert dabei Materialverformungen und Pressmarken beim Fügeprozess, unabhängig von der Größe oder Form des Bauteils. Stattdessen kann mittels der bauteilspezifischen C-Bügel die Zangengeometrie ganz einfach an die gegebenen Anforderungen angepasst werden.
Die Integration der C-Roboter-Buckelschweißzange als externe siebte Achse des Roboters ermöglicht zudem noch schnellere Reaktionszeiten und eine deutliche Reduzierung der Nebenzeiten, bei einer gleichzeitigen Anpresskraft von bis zu zwölf Kilonewton!
Fazit:
Ähnlich wie auch das automatisierte Punktschweißen ist das Widerstandsbuckelschweißen ein unverzichtbarer ‚Klassiker‘ im Automobilbau und in der Industrie rund um den Globus.
LEWA Attendorn hat sich bereits vor längerer Zeit von den Berührungsängsten vor solchen ‚Klassikern‘ verabschiedet – denn nur weil eine Produktionstechnik wie dieses Fügeverfahren altbewährt ist, bedeutet das noch lange nicht, dass es hier kein Optimierungspotenzial gibt. Also haben wir das Widerstandsbuckelschweißen mit dem SpeedGun Fastener auf ein neues Level gebracht – zeitgemäß, effizienter und nachhaltiger.
