


Resistance projection welding: Industrial applications and automation
Resistance projection welding is a joining process that is used in industry mainly for welding fasteners or nuts on sheet metal in bodywork and vehicle construction. High productivity manufacturing relies on the time-tested method of integrating fixed projection welding machines into an automated production line.
We explain how our team has managed to make this process more efficient and sustainable, overcoming limitations and assembling revolutionary things into the production lines of tomorrow.
Resistance projection welding - also known simply as projection welding - is one of the resistance welding processes, just like spot welding. However, projection welding differs from spot welding in that one or more welding projections are applied to one of the two workpieces to be welded. During the actual welding process, the welding current flows through these projections, generating high heat due to the prevailing electrical resistance and welding the two workpieces together.
Unlike spot welding, where the electrodes and their shape determine the flow of current and its concentration, in projection welding the welding projections perform this task. The projections, which can have different shapes and dimensions (as projections, rings, warts, edges, etc.), determine the resistance and thus also the welding heat with their component geometry.
When the current is applied via the copper electrodes, the heat input reaches its maximum, so that the welding protrusions melt, harden and a welded joint is formed between the components.The work process is influenced by welding parameters that determine the size and quality of the joint. The welding parameters include, for example, the welding current, the welding current time, electrode force and the projection geometry.
What are the advantages of projection welding?
Compared to other welding and joining processes, projection welding offers specific advantages. The most important of these are:
- Less wear of the electrodes
- Several projections or spot welds can be welded simultaneously
- Well suited for automation
How is projection welding used in automotive construction?
In practice, the projection welding process is mainly used for joining nuts to sheet metal in bodywork and vehicle construction, and here it has become indispensable. The fact that several positions of nuts can be detected and welded in one operation makes the process well suited for automation. Accordingly, the combination of robot and projection welding machine is frequently found in automated production lines around the globe.
In most cases, a projection welding machine is integrated into a robotic welding system. Component-specific robotic gripper arms remove the component from the fixture's clamping position and guide the workpiece to a fixed projection welding machine, where the actual welding process takes place. Subsequently, the welded component is further conveyed and processed, either automatically or by hand.
How LEWA revolutionized Projection Welding
Here at LEWA Attendorn, we were not satisfied with the usual sequence of this process. Removing the components from their clamping position within the fixture and then processing them further on the projection welding machine by means of clamping of the gripper arm works and has been common practice for many years, but there is massive potential here for improvement in terms of efficiency and cost-effectiveness.
Our solution: LEWA designed and built a servomotor based, C-style robotic projection welding gun, the SpeedGun Fastener. Instead of a fixed station, the SpeedGun Fastener sets itself in motion: The C-projection welding gun, which is connected to the programmed robot as an external seventh axis, moves to the component and processes it from the clamping position inside the fixture - a minor revolution.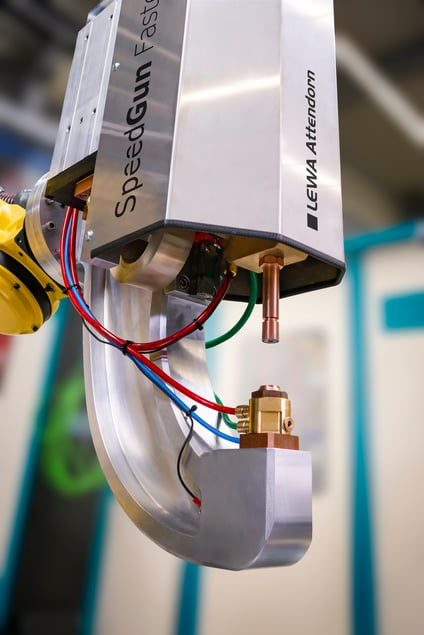
The C frame is usually called that because of its distinctive shape. However, the C can also stand for capability, i.e., ability or potential - and it is precisely this potential that we wanted to exploit with the SpeedGun Fastener. Our solution is able to conductively feed the welding current within seconds. The specially programmed drive technology prevents material deformation and press marks during the joining process, regardless of the size or shape of the component. The gun geometry can be easily adapted to the given requirements by means of the component-specific C-frame.
The integration of the C-robot projection welding gun as an external seventh axis of the robot also enables even faster response times and a significant reduction in robot down time, with a simultaneous contact pressure of up to twelve kilonewtons!
Conclusion:
Similar to automated spot welding, resistance projection welding is an indispensable 'classic' in automotive construction and industry around the globe.
LEWA is not afraid of new challenges - just because a process such as this is tried and tested, It doesn’t mean that there isn’t potential for optimization. We've taken resistance projection welding to a new level with the SpeedGun Fastener - more contemporary, more efficient and more sustainable.
